海信
首 页
公司简介
产品集锦
产品目录
联系方法
网上订单
企业邮局
干油润滑部分
单线式集中润滑系统介绍
双线式集中润滑系统介绍
电动润滑泵
电动润滑泵
HB-P电动润滑泵
DRB-P电动润滑泵
ZPU型电动润滑泵
双列式电动润滑脂泵
DB-N单线润滑泵
DDRB-N型多点润滑泵
CDQ型电动润滑泵装置
DRB-L系列电动润滑泵
DRB-J系列电动润滑泵
DDB系列多点干油泵
DB、DBZ型单线干油泵
DXZ系列电动干油站
手(脚)动润滑泵
手(脚)动润滑泵
SRB手动润滑泵
SRB-J/L手动润滑泵
SGZ-8型手动润滑泵
SGZ-4/8F型手动润滑泵
KMPS单线手动润滑泵
JRB-3型脚踏润滑泵
加油泵
加油泵
DJB-F200电动加油泵
DJB-V70型电动加油泵
DJB-H1.6型电动加油泵
DJB-V400型电动加油泵
KGP型电动加油泵
SJB-V25型手动加油泵
SJB-D60型手动加油泵
气动泵
7786型气动润滑泵
AP-840B型气动补脂泵
双线分配器
双线分配器
SSPQ-P双线分配器
SDPQ-L双线分配器
VSKV-KR双线分配器
VSKH-KR双线分配器
SSPQ双线分配器
VSL-KR双线分配器
VSG-KR双线分配器
KS系列双线分配器
KW系列双线分配器
VS系列双线分配器
VW系列双线分配器
SGQ系列双线给油器
单线分配器
单线分配器
SSV单线递进式分配器
KJ单线递进式分配器
JPQS型递进式分配器
JPQ-K递进式分配器
JPQ递进式分配器
JPQ-L单进式分配器
FP、FPX单线分配器
PSQ型片式给油器
压力操纵、控制、换向阀及其附件
压力操纵、控制、换向阀
YCK-P5型压差开关
YKQ型压力指示器
YKQ-SB型终端式压力控制器
YKF-L型压力控制阀
YZF-L4型压力操纵阀
YZF-J4型压力操纵阀
24EJF-P型二位四通换向阀
EM型电动换向阀
DR4-5型液压自动换向阀
ZYP型二位四通液压换向阀
YHF型液压换向阀
DF型电磁换向阀
GGQ-P系列干油过滤器
GPF-8型干油喷射控制阀
GJQ型干油压力表减震器
GPZ-135型干油喷射阀
PF-200型干油喷射阀
AF-K10型安全阀
分配器罩
支架
稀油润滑部分
稀油集中润滑系统设计介绍
稀油润滑装置及稀油站
XHZ型稀油润滑装置
XYHZ型稀油润滑装置
XYZ-G型稀油站
XYZ-GZ型整体式稀油站
高(低)压稀油站
GXYZ型A系列
GXYZ型B系列
GDR型双高压系列
挡轮液压站
TBY-12挡轮液压站
NC-14挡轮液压站
稀油润滑元件
WBZ型卧式齿轮油泵装置
LBZ型立式齿轮泵装置
SPL、DPL型网片式油滤器
SLQ型双筒网式过滤器
SWCQ型双筒网式磁芯过滤器
CLQ型磁过滤器
Y型系列过滤器
列管式冷却器
LQ系列列管式冷却器
LC系列列管式冷却器
SGLL型双联油冷却器
FL型空气冷却器
KL型空气冷却器
YZQ型油流指示器
YXQ型油流发讯器
GZQ型给油指示器
AF型安全阀
DXF型单向阀
管件部分
焊接式管接头
焊接式端直通圆锥管螺纹管接头
卡套式端直通管接头
卡套式直通管接头
卡套式端对接直通管接头
卡套式对接直通管接头
卡套式锥螺纹直通管接头
卡套式锥螺纹对接直通管接头
锥密封焊接式铰接管接头
锥密封焊接式管接头
扩口式端直通管接头
扩口式锥螺纹直通管接头
锥密封焊接式压力表管接头
铜管用管接头
钢管用螺纹连接接头
钢管用插入焊接式接头
焊接式接头
带阀接头
旋转接头
活接头
双向接头体
锥密封钢丝
其它管接件
高压胶管总成
A、B、C型扣压式胶管接头
A型可拆式胶管接头
管夹和管托架
塑料管夹
HZJ系列管夹
ZGJ系列座式管夹
油气润滑部分
油气润滑系统设计介绍
油气润滑系统的形式
单线二分式油气润滑系统
单线混分式油气润滑系统
单线—多区式油气润滑系统
单线卸压式油气润滑系统
双线式油气润滑系统
双线—递进式油气润滑系统
油气润滑系统产品
单线油—气供应站
ZRTYQZ-0.28/*型油气供应站
ZRWYQZ-*/*-B型油气供应站
双线油—气供应站
单线卸压式油—气供应站
SMX*-YQ型油—气分配混合器
QHQ-J型油—气分配混合器
ZRFLG*型油气分流器
ZRFLK*型油气分流器
YQWXZ-G型油气卫星站
AVE型油气分配混合器
DMM*-YQ型双线油气分配混合器
电气控制部分
GDK02型电气控制箱
GDK03型电气控制箱
DEA-2L型电气控制箱
DEA-2E型电气控制箱
R1902型电气控制箱
R1904型电气控制箱
产品介绍
油气润滑系统设计介绍
<< 上一页
>> 下一页
五、油气润滑在连铸设备上的应用
连铸是将钢水浇铸成方坯、圆坯、方矩坯、异型坯和板坯等条形坯和板形坯,连铸设备涵盖了浇铸、成形、拉矫、切割、输送及冷却等多道工序。整个连铸设备主要是采用导向辊组对钢坯进行成形和输送,导向辊轴承的工作环境温度高,并要在重载状况下保持极低的转速,同时还会受到冷却水和氧化皮等杂物的侵入,因此,连铸设备的工况条件非常恶劣,可谓五毒俱全——高温、重载、极低速、水和氧化皮。目前,干油润滑在连铸设备中使用的比例依然很高,是旧的连铸设备采用的普遍的润滑方式。但随着油气润滑技术的出现,正有越来越多的新建连铸设备采用了油气润滑技术,也有把旧的连铸设备的干油润滑改成油气润滑的,因为润滑工程师们已经意识到采用干油润滑的不良后果。
在连铸设备上,需要润滑的轴承很多很多。如振动台、二冷段和拉矫机的轴承,也可以仅仅是拉矫机轴承采用油气润滑系统。
对连铸设备的润滑系统应该是有要求的,它要能使用高粘度的润滑油,能对系统工作状况进行监控,能在轴承座内保持连续的正压,能在恶劣的工况条件下长时间不间断运行,能方便更换辊组等。由于油气润滑具有其它润滑方式所无法比拟的优点,并能充分满足连铸设备对润滑系统的要求,因此是连铸设备润滑的选择。
图17是为出坯辊道和输送辊道油气分配示意图。
连铸设备采用干油润滑所带来的问题:
● 轴承运转不良,严重的会造成粘辊
● 在重载和极低速情况下轴承转动件之间难以形成一层薄薄的油膜
● 使用过的干油难以处理
● 从轴承座溢出的干油会对冷却水系统造成污染,增加水处理费用
● 脏物和冷却水容易侵入轴承,缩短轴承的使用寿命
● 高温下轴承座内的干油容易碳化,会引起供油管道和分配器的堵塞
与干油润滑相比,连铸设备采用油气润滑有如下收益:
● 润滑效果令人满意,大大延长了轴承的使用寿命
● 大大减少了因粘辊造成的辊子消耗
● 阻止脏物和冷却水对轴承的侵入,有利于轴承的密封
● 润滑剂的消耗量以及维护和运行成本大幅降低,拉坯阻力明显减小,节能降耗的效果明显
● 废干油的处理费用为零
● 消除了干油外溢对设备运行环境和冷却水造成的污染,水处理费用下降
六、链条润滑
链条的使用非常广泛,起着输送和传动作用,如自动生产流水线、自动扶梯等,在冶金设备中更是广泛应用。对链条进行润滑的目的是为了减少链条的磨损、降低链条运行时产生的噪音,延长链条的使用寿命。
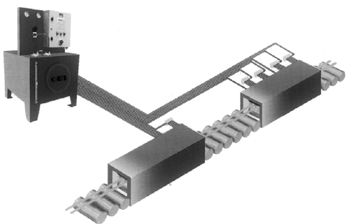
链条的种类很多,有滚子链、板式链、悬挂链、齿形链以及各种异形链等。针对不同种类的链条,有不同的润滑方 式,可采用泵和分配器组成的润滑系统用油刷对链条进行涂油润滑(见图18),也可用脉冲泵对链销进行润滑(见图19);另一种润滑方式,即利用油气润滑的原理对链条进行极其精细的喷射润滑(见图20),一台油气润滑站可同时对输送辊道上的几十根链条进行润滑,这种润滑方式尤其适用于传动速度较快的滚子链。
图18 图19 图20
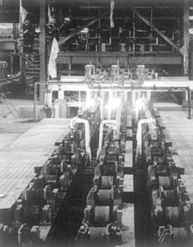
七、油气润滑在高速线材轧机上的应用
高速线材轧机由于处在高速和高温的工况条件下,而且还要受到冷却水的影响,因此,如果润滑不良或润滑方式不对,轴承很容易损坏,既增加了备件和维修费用,而且还会因滚动导卫轴承损坏引起堆钢,使成材率下降。
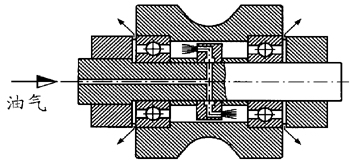
高速线材扎机需要采用油气润滑的部位主要是滚动导卫、水平活套和立活套的轴承,尤其是滚动导卫轴承的润滑(见图21),主要应达到3个目的,那就是润滑、降温和密封。
在精轧机的最后机架上,滚动导卫轴承的线速度可高达150米/秒,其转速接近70000转/分。即使是线速度为100米/秒,其转速也要达到45000转/分。如此高的速度,如果用稀油润滑,轴承温度会升得很高;如果用干油润滑,干油会很快碳化;而油雾润滑由于压力较低,无法使油雾突破包裹在高速旋转的轴承外的气旋进入轴承。油气润滑由于压缩空气的压力较高,能突破包裹在高速旋转的轴承外的气旋把润滑油喷入轴承。
从图21可以看出,进入导心轴的油气流分两路向轴承喷射油气流。油气流进入轴承后,压缩空气从缝隙处溢出。由于压缩空气是连续的和不间断的,又在轴承中保持了一定的过压,因此能对轴承起密封作用,阻止了冷却水和脏物的进入。
由于轴承是高速旋转的,进入轴承的油气流在强烈的离心力的作用下,使润滑油得以在轴承中生成一层薄薄的油膜。
油气润滑的另一大作用是散热,流动的空气本身能带走轴承中的热量,再加上向轴承注入了适量的润滑油,使其周围所产生的热量大大降低,这是其它所有的润滑系统无法与之相比的。而且,由于提高了油气管道和轴承之间的空气压降(3bar-0.3bar),而空气压降的提高能改善冷却效果,因此油气润滑能明显降低轴承的温度,从而可以使轴承达到更高的转速,其dm·n值可高达1500000;而干油润滑,这个数值不会超过500000。
滚动导卫轴承由于无法采用密封,因此要使对导卫辊喷淋的冷却水不渗入轴承变得非常困难,稀油润滑、干油润滑或油雾润滑都不能满足这一要求,唯独油气润滑。由于油气润滑能使轴承座内保持一定的过压,因此能阻止冷却水进入轴承。但由于滚动导卫轴承没有密封,因此压缩空气从轴承座大量外溢时难免会带走少量的润滑油,因此,在这种情况下必须加大供油量,以满足滚动导卫轴承对润滑的需要。
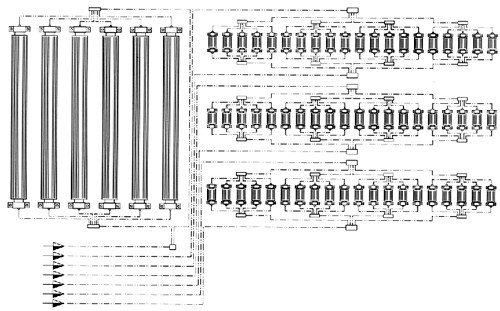
图22 是高速线材轧机预精轧机和精轧机滚动导卫、立活套和水平活套的油气润滑系统示意图。
<< 上一页
>> 下一页
苏ICP备08000188号Copyright© 2017启东市凯润液压润滑设备有限公司
 干油润滑部分
干油润滑部分 单线式集中润滑系统介绍双线式集中润滑系统介绍稀油润滑部分稀油集中润滑系统设计介绍管件部分油气润滑部分油气润滑系统设计介绍电气控制部分
单线式集中润滑系统介绍双线式集中润滑系统介绍稀油润滑部分稀油集中润滑系统设计介绍管件部分油气润滑部分油气润滑系统设计介绍电气控制部分